Metal injection molding process produces high-quality finished metal parts for door lock by molding metal alloy powder as if it were plastic. MIM combines two proven processes: plastic injection molding and powder metallurgy. The process molds metal alloy as if it were plastic.
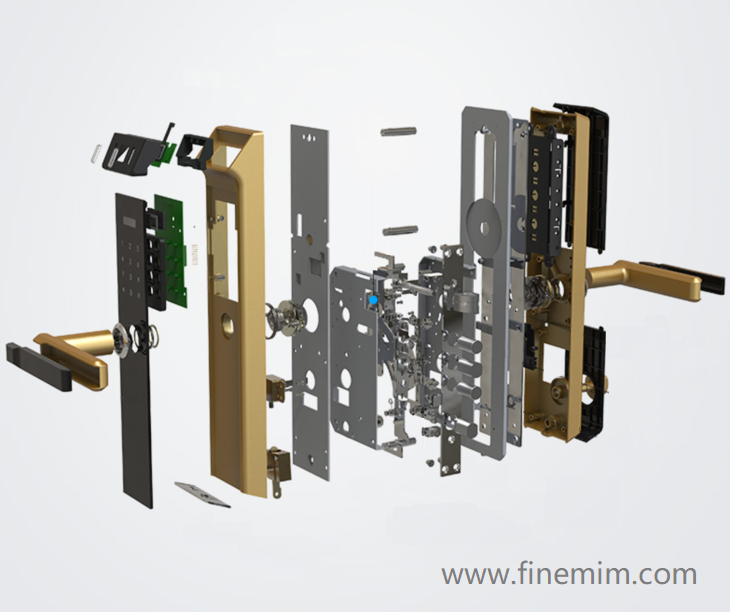
The MIM process is ideal for the production of relatively small (from 1 – 50 grams), complex-shaped metal components with tight tolerance, high strength, and good surface finish requirements — exactly the type of parts produced by FineMIM, who has some new customers in door lock industry. Consequently, the various lock parts need unique geometric features. Most smart door lock manufacturers were purchasing many of these parts as machined items or investment castings until it discovered the MIM process.
The group company switched to MIM because many small, intricate parts cannot be produced using traditional machining; or, if they can be machined, the process is so extensive that it becomes prohibitively expensive. Other parts can be investment cast, but these require secondary operations, such as machining to add features and polishing to improve surface finish. The MIM process, however, provides great flexibility in terms of part design, shape, and features. MIM parts are near net shape without requiring secondary operations; they are 96% – 99% dense, depending on the alloy; and they have a 32 RMS finish. FineMIM reports that he is able to maintain tolerances of 0.005″ per inch and high consistency between parts.
One part that FineMIM designed specifically for the MIM process is a small complex lock part for one of our customers. The complexity of the part illustrates why MIM is the only practical way to produce it. The part has a shaft, a helix on the outside, two exterior slots, a 4.5mm diameter head, an internal diameter of 3.0mm, and a hex that runs to the center with a 1.0mm diameter pin in the center. There are about 20 different dimensions. EDM (electrical discharge machining) is the only traditional machining process that can produce this part. However, MIM is the only practical, economically feasible method of producing 300,000 of these parts annually.
FineMIM cites cost reduction as another advantage of the MIM process. “The savings are quite big if you have a complex part,” the engineer from FineMIM, Tony says. “The more complex the part, the more competitive it is. That’s because once you design and develop the mold, you can run one or two million parts. On the other hand, it is not competitive with simple parts that can be produced by screw machines, conventional PM or die casting.”
The metal injection molding process is not just for steels, either. It allows for a wide selection of metal alloys, including stainless steel, alloy steels, tool steels, brass, copper, titanium, tungsten, ceramics, and many special alloys such as ASTM F17 nickel-free stainless steel.
The MIM industry is growing 20% annually in China. “FineMIM is now expanding to the open market to smart door lock industry,” says Tony, “We’re looking for new customers who make small, complex composite parts, investment casting parts, parts requiring assembly or parts requiring secondary operations. These kinds of parts are excellent candidates for the MIM process that will produce them better and less expensively.”