Metal Injection Molding (referred to MIM) technology is the one which bring the modern plastic injection molding technology into the field of powder metallurgy and form a new type of near net shape powder metallurgy technology. The basic process is: First, the solid powder and organic binder uniform mixing, the pellet after heating plastics in the state (~ 150 ℃) with the injection molding machine into the mold cavity curing, and chemical or thermal decomposition method of forming blank binder removal, the final sintering the final product. Compared with the traditional process, MIM has high accuracy, homogeneous, high-performance, low cost of production, its products are widely used in electronic information engineering, bio-medical equipment, office equipment, vehicles, machinery, hardware, sports equipment, watches and clocks , weapons and aerospace industries. International is widely recognized that the technology will lead to the development of parts forming and processing technology, a revolution, known as “the most popular parts forming technology” and “shape the 21st century technology.”
Metal Injection Molding technology is plastic molding technology, polymer chemistry, metallurgy and metal materials (copper powder) technology such as multi-disciplinary and cross-penetration of the product, the use of injection molding die can be blank and rapid manufacturing by sintering high-density, high-precision, three-dimensional structure of complex shape parts, quickly and accurately design ideas materialized into a certain structure, functional properties of products, and direct mass-produced parts, the manufacturing industry, a new change. The technology not only has less conventional powder metallurgy process, no cutting or less cutting, cost advantages, and overcome the traditional powder metallurgy products, uneven texture, mechanical properties, low, thin-wall molding difficult, complex structure and other shortcomings, particularly suitable for mass production of small, complex and special requirements of the metal parts.
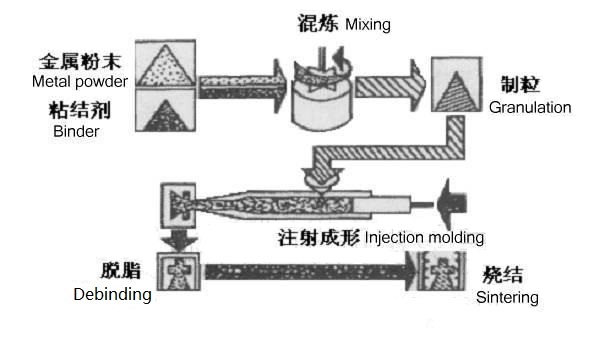
MIM process: mixing metal powder + binder → injection molding → debinding → → After the sintering process.
(1) Metal powder. MIM process used in metal powder particle size is generally 0.5 ~ 20μm. In theory, the finer particles, the greater the surface area, the more easy molding and sintering. The traditional powder metallurgy process is used more than 40μm of thick powder.
(2) Organic binder. The role of the organic binder bonding metal powder particles copper powder, so that the mixture is heated in the injection machine barrel after a rheology and lubricity, which adhesive is to bring the carrier of powder flow. Therefore, the binder of choice is the key to the powder injection molding. The requirements of the organic binder as follows: ① use less, use less binder mixture can produce a better rheology; ② does not react in the process of removing the binder and metal powder can not afford any chemical reaction; ③ easy to remove, no residue within the carbon in the products.
(3) Mixing. The metal powder and organic binder evenly blended together to make a variety of raw materials into injection molding mixture. Uniformity of the mixture directly affect their mobility, thus affecting the injection molding process parameters and the final material density and other properties.
(4) Injection molding. This step process and plastic injection molding process is the same in principle, the equipment is basically the same conditions. In the injection molding process, injection machine barrel in the mixture is heated into a rheological property of plastic materials and, where appropriate under pressure into the injection mold, molding the rough. Injection molding blank should be uniform in appearance, so that the products uniform shrinkage during the sintering process.
(5) Debinding. In the blank must be removed before sintering contained within the organic binder, the process is called debinding. Debinding process must ensure that the different parts of the binder from the rough along the small channel between the granule gradually passed, without reducing the strength of rough. Binder elimination rate generally follows the diffusion equation.
(6) Sintering. Make the porous sintered density of the fat into a blank contract and properties of certain products. Although the performance of products and many of the processes before sintering factors, but in many cases, the final sintering process on microstructure and properties of products have a great or even decisive impact.
(7) Post-processing. Size requirements for the more sophisticated parts, the need for the necessary post-processing. This process with the conventional metal heat treatment processes the same.
Application areas of Metal Injection Molding (MIM) technology:
(1) Computer and its auxiliary facilities: such as printer parts, cores, pin firing pin shaft, drive parts, etc.;
(2) Tools: such as drill bits, blades, nozzles, gun drill, spiral cutter, punch, sockets, wrenches, electrical tools, hand tools, etc.;
(3) Household appliances: such as case, bracelet, electric toothbrushes, scissors, fans, golf head, jewelry chain, ring, ball-point pen hoop, cutting heads and other zero components;
(4) Medical machinery parts: such as dental orthopedic frame, scissors, tweezers, etc.;
(5) Military parts: the missile wing, gun parts, bullets, liners, citing credit parts, etc.;
(6) Electrical Parts: electronic packaging, micro-motors, electronic components, sensors, fittings, headset, eraphone, smart watch, smart phone, etc.;
(7) Mechanical Parts: such as loose cotton, textile machines, crimping machines, office machinery, etc.;
(8) Car parts ship: such as the clutch inner ring, pull fork sets, divider sets, Valve guide, synchronization hub, airbag parts