A variation on the standard injection molding (which uses plastics), metal injection molding (MIM) is a relatively new way of producing complex shapes in large numbers from metals that have a high melting point, such as tool steel and stainless steel that would not be suitable for high-pressure die casting. The process is limited by the suitability of the metal powders that are used as the raw material, which need to be particularly fine.
|
Positives:
Negatives:
|
This range of small-scale, complex engineering components is typical of the type of products that are made using MIM. It offers us the chance to create precise, solid metal products from metals with high melting points that cannot easily be formed by casting. The strength and hardness of these components offers several advantages over other forms of metal production.
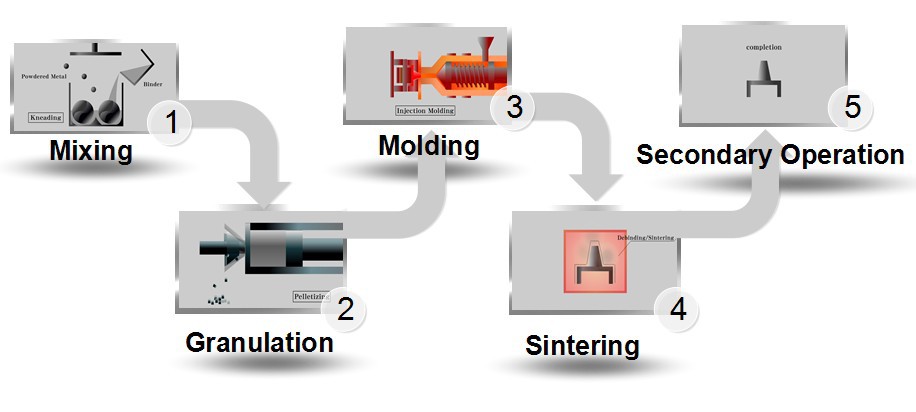
MIM involves more processes than plastic injection molding, because of the necessity of adding binders to the metal. The various companies involved in using this technology each have their own unique binder systems but typically the binders, which can account for 50 percent of the compound, are made from a variety of materials, including wax and a range of plastics. They are mixed in with the metal powders to produce the molding compound. Once the shapes have been molded, the binder is no longer needed and is removed from the metal particles. What is left is then sintered, which shrinks the component by 20 percent.
Quick Guide
Volumes of production
In order to justify the setup and tooling costs, high-volume production is needed—a minimum of 10,000 units.
Unit price vs. capital investment
High capital investment but a very low unit price.
Speed
The actual injection of material is similar to that of standard injection molding in plastics, but the sintering and the removal of the binder add time and expense to the process.
Surface
The process gives an excellent surface finish on components and has the ability to produce fine detail.
Types/complexity of shape
Highly complex shapes similar to those obtainable through standard plastic injection molding. These can also be enhanced by the use of multicavity tooling.
Scale
MIM is currently capable of producing only small parts for use in larger products.
Tolerance
The MIM process can achieve a general tolerance of +/- 0.05mm.
Relevant materials
MIM is economical for producing large numbers of complex components with a range of surface finishes. It can be applied to a range of metals: bronze, stainless steel, low-alloy steels, tool steels, magnetic alloys, and allows of low-thermal expansion.
Typical products
Surgical and dental tools, computer components, automotive parts, casings for electronics and consumer products (cell phones, laptops, PDAs).
Similar methods
Although die-casting in metal is possibly the closest to MIM in terms of production quantities and complexity of shape achievable, the key difference between the processes is in the ability of MIM to work with metals with high melting points, such as low-alloy steels and stainless steel.
Sustainability issues
The additional processing and heating cycles significantly increase energy consumption in comparison with traditional plastic injection molding. Compared to casting or metal machining, there is practically no excess or scrap material, which helps to reduce waste and energy use from secondary processing. The high-temperature nature of the materials means they are less likely to feed into the recycling stream.