Runner is a channel inside the injection mold that guides the molten plastic from injection molding machine barrel to the mold Cavity. Depending on the type of runner system, the runner keeps in molten state or gets solidified along with injection molded parts. There are two types of metal injection molding systems, hot runner and cold runner.
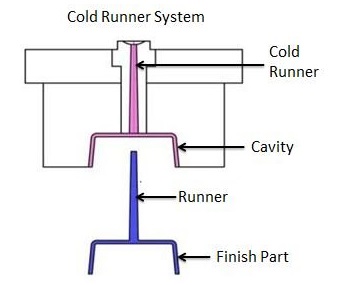
In Cold runner injection molds, the runner system is not heated up and after the injection cycle sprue, runner and gate are cooled with injection molded parts. Therefore runners and gates are ejected along with molded parts. Tunnel-gates are preferred in cold runner injection mold systems and they can be two plate or three plate injection molds.
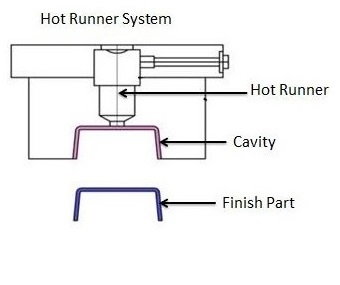
Hot runner injection mold consists of two plates that are heated using a manifold system. In this system, runners are heated to keep injected thermoplastic in molten state. Therefore runners are not ejected with molded parts.
Here is the summary of difference between hot runner and cold runner injection molds:
| Hot Runner Injection Mold | Cold Runner Injection Mold |
| Runner system is heated up. | Runner System is not heated Up. |
| Two Plate Injection Mold. | Can be Two plate or three plate Injection Mold. |
| Only injection molded plastic part is ejected. | Runner system is ejected with injection molded part. |
| High Injection Mold Manufacturing Cost. | Low Injection Mold Manufacturing Cost. |
| High Maintenance Cost. | Low Maintenance Cost. |
| Low part Manufacturing Cost. | High Part Manufacturing Cost. |
| Low Cycle Time. | Relatively Large cycle Time. |
A hot runner system with one cavity corresponds to a cold runner system with four cavities. The reason for this is that a hot runner system generates neither a sprue nor a runner, which significantly reduces the molding cycle time. For mass production with high precision, the hot runner system is advantageous. (Multi-cavity mold sets may be the cause of unfavorable dimensional inhomogeneity in the final product.)