Metal Injection Molding process – powdered metal is combined with a binding material and then injected into a mold where it’s left to form and curate. The end result is a metal part. The process is ideal for the short and long-run production of metal parts, especially those that are smaller in size and more detailed in terms of properties. Here’s a closer look at the MIM process:
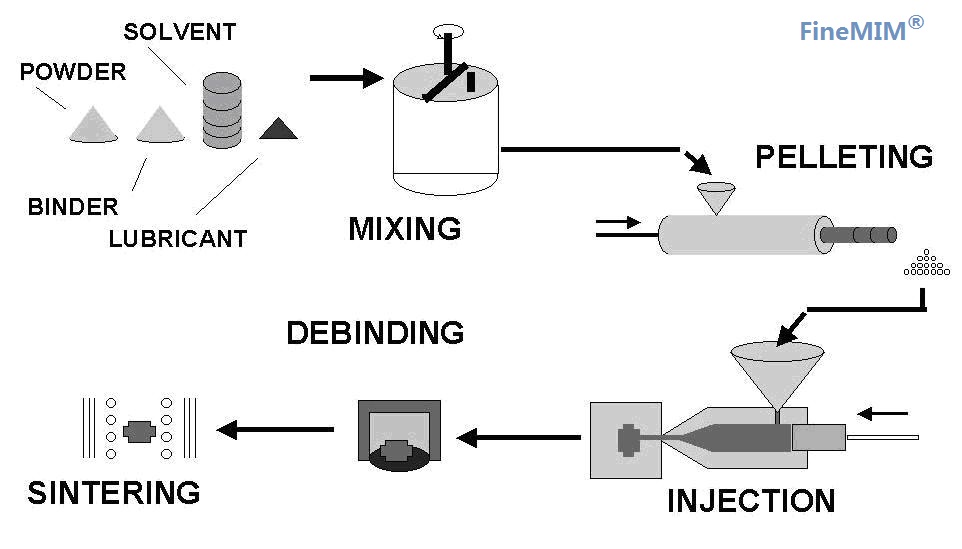
- Mixing and Granulating: The first step in the metal injection molding process is determining the material and feedstock that is going to be used to create the parts. (For more on material range, see the section near the bottom of this article.) Generally, this consists of fine powdered metals – a powder that is fine enough to create the features that are necessary. After the metal powder is determined, it’s mixed with a thermoplastic binder (often which takes up 40 percent of the total feedstock), heated so that the metal grains bond with the binder and then fed into the injection molding machine.
- Molding: The next step is the molding process, where the material is again heated and then injected into the machine for the molding process, which is the point where the part is created.
- Binder Removal: After the part is ejected, the next step is to remove the binder. That’s because the final part is about 20 percent larger than the intended end part. Hence, in order to get it to actual size, the binder needs to be removed.
- Sintering: The final step in the process involves sintering, where the remaining binder is removed from the part and the metal is fused to create the part, the end result being a net shape or close to net shape final part. Further post-sintering operations may also be necessary to properly create the final part, which can add some further steps and complexities to the process.
All in all, Metal Injection Molding is comparable to creating products from bar stock metal, both in terms of tensile strength and design capability. Here’s a further look at the metal injection molding process and whether it’s the right production process for your MIM part run:
Advantages
So what makes your part suitable for creation via MIM? To determine this, here’s a look at some of the advantages of the MIM process:
- Design Complexity: If you’re satisfied with the design freedom you get from plastic injection molding but want to craft metal parts, then MIM could be right for you. That’s because the two processes are quite similar in terms of design complexity – the main differences being that one produces plastic parts and the other metal ones. With MIM, cross holes, angle holes, splines, undercuts, side holes and grooves are all possible. Additionally, with MIM you can create whole parts that would often have to be created separately and assembled in post production.
- Small Size: Remember, MIM uses very fine powders to create fully dense metal parts. Hence, the process is best for small parts, typically those that weigh between 0.1 and 250 grams.
- Production Volume: MIM can be a very cost effective process, but only if the right number of parts are needed (not to mention if parts are the right size, as noted in the above point). Typically, the cost benefits are most noticeable and most worth it when part runs are between 10,000 and 20,000. Anything fewer than 10,000 and the potential cost savings from using MIM might not be evident at all.
- Properties: As we’ve already noted, MIM is able to create fully dense or near fully dense metal parts when the process is complete, if the process is carried out correctly. It’s particularly beneficial for parts that are too small or too detailed to machine out of bar stock. For comparison’s sake, it’s estimated that the part density is 98 percent via MIM, compared to 100 percent via conventional machining processes.
- Economical: Unlike machining, MIM doesn’t cut away existing metal – it uses only the amount of materials that is necessary to create the product. Nothing is wasted.
If your part meets some, if not all, of the above criteria, then MIM might be the production process for your part run. Now that we’ve covered the pros of the process, it’s time to next examine some of the cons of MIM.
Limitations
MIM isn’t a process for every part run. Talking with a specialist will help you decide which process is right for you. Here are some of the process limitations you should be aware of:
Perhaps the largest limitation is the amount of post processing that may be necessary. For instance, one of the steps in the MIM process is binder removal, as in removing the excess binder that still exists on the metal material after it has been formed in the mold. The final part is roughly 20 percent larger than what it likely is intended, so there’s a lot of post-processing work involved. Additionally, that might not be even all the post-processing that’s needed. Aside from the sintering process, additional steps may sometimes be required, adding time to the process.
Another limitation is the cost. Not only is it necessary to create a mold, which adds to the up front costs of MIM, but any parts that are larger than 100 grams of weight can add further costs to part runs, which might not make it suitable at all for your product order. In fact, while MIM is ideal for smaller, more intricate pieces, it’s the opposite when it comes to larger metal pieces. If your product consists of a bigger product, MIM is probably not the right production method for you.
Design Considerations
We covered some of the design considerations in the “Advantages” section here, but it’s worth repeating. To recap, MIM is best utilized with part runs that are between 0.1 and 250 grams in weight – products that are larger are likely not worth the cost savings that you’re likely to save using MIM compared to other metal production technologies. Additionally, there are some other design considerations to consider, such as:
• Wall thicknesses of at least 0.2 mm.
• Wall thicknesses no larger than 12.7 mm.
Materials
The most common materials to use are iron, low alloy steels and stainless steels. However, there’s a range of other alloys that MIM can also use to effectively create parts, such as Titanium alloy, cobalt, copper, carbide, precious metals and nickel metals.
For more information on metal injection molding and to determine if MIM is the best process for your part run, contact one of our specialists today.